Hur man svetsar (löd) polypropenrör
Alla metallrör ersätts ofta med plaströr, i synnerhet tillverkade av polypropen. De har lång livslängd (upp till 50 år), rostar inte, ruttnar inte, väger lite och du kan också montera allt med egna händer utan att involvera specialister. Svetsning av polypropenrör kräver viss skicklighet, men det kommer snabbt. Du kan först öva på små trimmer och billiga beslag och sedan börja skapa mer seriösa saker.

Förresten, du kan inte bara göra vattenförsörjning eller uppvärmning, men också många nödvändiga och användbara saker
Innehållet i artikeln
Typer och syfte
Polypropylenrör finns i fyra färger - grönt, grått, vitt och svart. Endast svarta skiljer sig åt i egenskaper - de har ökat motstånd mot ultraviolett strålning och används för läggningbevattningssystem på marken. Alla andra har liknande egenskaper och läggs inomhus eller nedgrävda i marken.
Efter överenskommelse är polypropenrör av följande typer:
- För kallt vatten (temperatur upp till + 45 ° C). De kan lätt urskiljas med sin längsgående blå rand.
- För varmvattenförsörjning (uppvärmning upp till + 85 ° C). En särskiljande egenskap är en röd rand.
- Universal (maximal uppvärmning upp till + 65-75 ° C, beroende på tillverkare). Två ränder appliceras sida vid sida - blå och röd.

Färger påverkar inte egenskaper

Det finns rör med olika egenskaper för både kallt och varmt vatten. Detta återspeglas i märkningen:
- PN10 används exklusivt i kallvattenförsörjningssystem (upp till + 45 ° C) med lågt tryck (upp till 1 MPa). De har en liten väggtjocklek. Inte lämpligt för höghus.
- PN16. De märks ofta som universella, men oftare används de för kallt vatten - de tål uppvärmning av mediet upp till + 65 ° C och tryck upp till 1,6 MPa.
- PN20. Tjockväggiga rör som kan transportera media med temperaturer upp till + 80 ° C tål tryck upp till 2 MPa. Används för distribution av varmvatten och värmesystem.
- PN25. Dessa är förstärkta rör av polypropen (folie eller glasfiber). På grund av närvaron av ett förstärkande skikt har de ofta en mindre väggtjocklek än PN20. Medium uppvärmningstemperatur - upp till + 95 ° C, tryck - upp till 2,5 MPa. De används för varmvattenförsörjning och uppvärmning.
Alla finns i olika diametrar - upp till 600 mm, men i lägenheter och privata hus används de främst i storlekar från 16 mm till 110 mm. Observera att innerdiametern anges eftersom väggtjocklekarna varierar.
Vad är svetsning av polypropenrör
Polypropylen kännetecknas av ökad styvhet och beslag från samma material används för att skapa system med den önskade konfigurationen. Dessa är olika hörn, tees, bypass, adaptrar, kopplingar etc. De är anslutna till rör genom lödning. Denna process kallas också svetsning, men dess väsen förändras inte: två element värms upp till smälttemperaturen och i varmt tillstånd är de anslutna till varandra. När det görs korrekt är anslutningen monolitisk och tjänar inte mindre än själva rören.

Beslag för polypropenrör gör att du kan skapa ett system med alla konfigurationer
För att ansluta polypropen till metaller finns det kombinerade beslag, i vilka en del är gjord av metall och är ansluten med en gängad anslutning, och den andra, polypropen, är svetsad.
Än att löda
Svetsning av polypropenrör sker med en speciell anordning som kallas lödkolv eller svetsmaskin.Det är en liten metallplattform med en elektrisk spole inuti som värmer upp ytan. På grund av denna design kallas denna enhet också ett strykjärn.

Två utföranden av PP-rörsvetsanordning
För att ansluta två element värms ytorna som ska förenas till smältpunkten (+ 260 °). För att värma elementet till önskat djup är två olika teflonbelagda metallmunstycken installerade på svetsplattformen:
- en dorn (med mindre diameter) används för att värma den inre ytan;
- en hylsa placeras för att värma upp den yttre ytan.

Lödmunstycken för polypropenrör

Två element som ska anslutas läggs samtidigt på motsvarande bilagor, förvaras under en viss tid (flera sekunder) och kopplas sedan samman. Således svetsas polypropenrör.
Hur man svetsar
Lödkolven för polypropenrör är lite annorlunda, men principerna för att arbeta med dem är vanliga. Det finns två huvudmodeller - platt säng eller cylindrisk värmare. Med normal kvalitet fungerar båda, det är praktiskt taget ingen skillnad. De som är bekvämare väljer.

Detta är en sektionsvy av en välgjord anslutning - som helhet
Förarbete
Innan du börjar arbeta måste du värma upp lödkolven, men allt är inte så enkelt här. Ordningen på beredningen är som följer:
- Först installeras munstycken med lämplig diameter på plattformen.
- En tapp är gängad i hålet på plattformen, en dorn och en hylsa sätts på den från båda sidor, åtdragna med muttrar på båda sidor.
- Om värmeelementet är i form av ett rör säljs munstycken för det fixerade på en platta. Plattan läggs på värmeelementet, fästbulten dras åt.
- Den önskade uppvärmningstemperaturen ställs in på regulatorn. För polypropenrör är svetstemperaturen + 260 ° C. Vi sätter den på regulatorn, vi slår på den.
- Vi väntar på signalen om den inställda temperaturen. Vissa modeller har ett pip, men oftast tänds eller släcks lysdioden (olika modeller varierar).
Lödkolven är redo att arbeta. Men vi behöver fortfarande förbereda rör och rördelar. Det första villkoret för högkvalitativ svetsning är en jämn skärning. Snittet måste vara strikt vertikalt, fritt från grader och grader. En sådan skärning kan erhållas med hjälp av en speciell sax. De har två breda käkar i botten som håller röret på plats och skäränden är ovanpå.

Om du skär så här blir snittet jämnt och smidigt.
Det andra villkoret för god lödning av PP-rör är rena, torra, fettfria delar. Om du vill att rören eller värmen ska tjäna länge och inte flöda bör du inte hoppa över denna procedur. Rörskäret och kopplingen rengörs med alkohol eller vatten och diskmedel. Sedan väntar de tills allt är torrt, och först därefter börjar lödningsprocessen.
Hur lång tid att värma
Vid svetsning måste polypropen värmas upp till önskad temperatur. Överhettning och underhettning minskar kvaliteten på sömmen avsevärt. Ett för överhettat och mjukt rör passar helt enkelt inte in i beslaget och ett otillräckligt uppvärmt material smälter inte samman.
Uppvärmningstiden beror på rörets diameter, lufttemperatur och anges i tabellen.
| Rördiameter av polypropen | Svetsdjup | Uppvärmningstid | Svetsningstid | Kyltid |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 sek | 6 sek | 2 minuter |
| 20 | 14-17 mm | 6 sek | 6 sek | 2 minuter |
| 25 | 15-19 mm | 7 sek | 10 sek | 2 minuter |
| 32 | 16-22 mm | 8 sek | 10 sek | 4 minuter |
| 40 | 18-24 mm | 12 sek | 20 sek | 4 minuter |
| 50 | 20-27 mm | 18 sek | 20 sek | 4 minuter |
| 63 | 24-30 mm | 24 s | 30 sek | 6 minuter |
| 75 | 26-32 mm | 30 sek | 30 sek | 6 minuter |
I allmänhet är lödning möjlig vid + 5 ° C, men data anges för + 20 ° C. Vid varmare väder reduceras elementens hålltid på lödkolv med 30-60 sekunder, i kallare väder ökar den.
Var uppmärksam på kolumnen "svetsdjup" i tabellen. Detta märke placeras på röret. Innan den kommer att behöva trycka in den i beslaget. Detta skapar en liten pärla av smält plast framför monteringskanten. Detta innebär att sömmen är korrekt gjord.
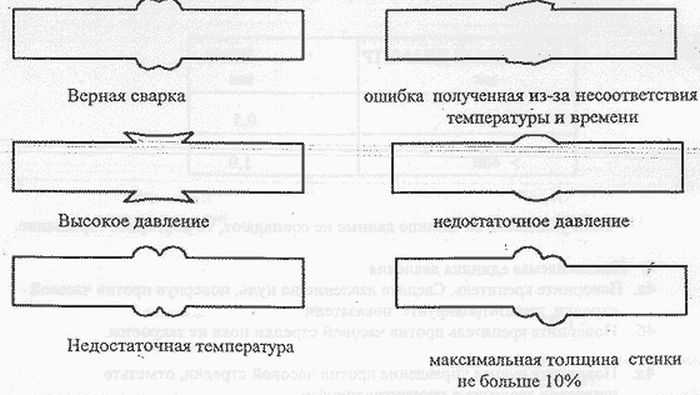
Fel som kan uppstå vid svetsning av polypropenrör
En annan kolumn behöver förtydligas - "svetsningstid". Det är den tid det är nödvändigt att pressa och fixera de svetsade elementen.
I allmänhet, om du försöker sätta in ett kallt rör i en armatur, bör det vara svårt att montera - rörets ytterdiameter är något större än armaturens innerdiameter. Detta görs avsiktligt för att ge överflödigt material från vilket pärlan bildas på sömmen. För att svetsningen av polypropenrör ska vara pålitlig är det bättre att ta alla komponenter från ett företag. Så storlekarna garanteras att matcha. Annars är det nödvändigt att försöka - så att beslaget inte "glider" utan dras med svårighet.
Teknologi
Som redan nämnts måste de och beslagen rengöras, avfettas och torkas vid svetsning av polypropenrör. Och först efter det kan du börja löda.
Denna beredning är lämplig för alla typer av rör utom folieförstärkta rör. I det här fallet, efter att den önskade biten har klippts av, rengörs skäret till folien med en speciell anordning - en rakapparat. Ett rör sätts in i det och roteras flera gånger. Detta tar bort det övre lagret av plast, varefter du kan avfetta och lödda.

För folieförstärkta rör skärs polypropen till folie
Efter att ytan har torkat ritas ett märke på röret som markerar det avstånd som det är nödvändigt att trycka in i beslaget (det enklaste sättet är med en tunn markering eller en skarp skärpt enkel penna).

Märkning av svetsdjupet
Lödning av polypropen steg för steg
Vidare är tekniken för svetsning av PP-rör följande:
- Vi lägger avskärningen av röret på dornen, för in beslaget i hylsan. Detta måste göras samtidigt, som en sista utväg, läggs beslaget på tidigare, eftersom det har en stor väggtjocklek. Förseningen bör vara mycket liten.

Vi sätter på bilagorna
- Vi upprätthåller elementen under den tid som krävs.
- Vi tar bort munstyckena, ansluter, trycker in röret i kopplingen till märket. Anslutningen är uteslutande linjär, du kan inte rotera elementen runt den horisontella axeln (vrid inte, även om du verkligen vill). Det är möjligt att jämna ut det horisontella omedelbart efter anslutningen om en avvikelse märks.

Vi fixar så att svetsningen av polypropenrör är pålitlig
- När du ansluter måste du anstränga dig mycket. Samma kraft hålls i flera sekunder (i tabellen i kolumnen "svetsningstid").
- Efter att den angivna tiden har gått slutar vi att trycka och anslutningen kan inte störas i flera minuter (i tabellen, kolumnen "kyltid"). Därefter kan man överväga att lödningen av polypropenröret är avslutat. Du kan gå vidare till nästa söm.


En anmärkning: Kontrollera lödkolvspetsarna omedelbart efter svetsningen. Om det finns materialrester, ta bort den med en mjuk, luddfri, blekfri (vit) trasa. Du kan inte lämna plasten på lödkolven - nästa fragment kommer att fästa, det blir svårt att riva av det. Du kan inte rengöra munstyckena med slipmedel - de har en teflonbeläggning, de repas lätt. Och även mikroskopiska repor kommer att leda till att fragmentet på lödkolven (järn) klibbar fast.
Förresten är det bättre att arbeta i bomullshandskar - det blir mindre brännskador.
Innan systemet tas i drift måste det kontrolleras. Detta görs genom att krympa. Vad det är och hur man gör det, läs här.
Layout av polypropenrör
Polypropenrör används för att installera en kam av kallt eller varmt vatten, värme. Valet av diameter är individuellt i varje fall - det beror på volymen vätska som måste pumpas per tidsenhet, den erforderliga hastigheten för dess rörelse (formel på bilden).
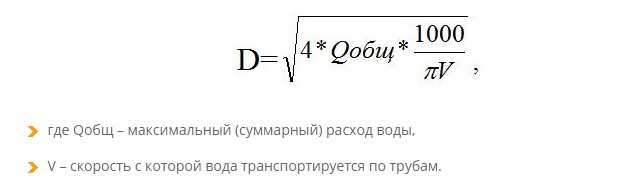
Formeln för beräkning av diameter av polypropen
Beräkning av rördiametrar för värmesystem är ett separat ämne (det är nödvändigt att bestämma diametern efter varje gren), för vattenledningar är allt lättare. I lägenheter och hus används rör med en diameter från 16 till 30 mm för dessa ändamål, och de mest populära är 20 mm och 25 mm.
Vi räknar beslag
Efter bestämning av diametern beaktas den totala längden på rörledningen, beroende på dess struktur, köps beslag dessutom. Med rörlängden är allt relativt enkelt - du mäter längden, lägger till cirka 20% till felet och eventuella defekter i arbetet. Ett rörschema krävs för att bestämma vilka beslag som behövs. Rita den och ange alla kranar och enheter som du vill ansluta till.

Ett exempel på ledningar av polypropen i ett badrum
För att ansluta till många enheter krävs en övergång till metall. Det finns också sådana beslag av polypropen. De har en mässingstråd på ena sidan och en vanlig lödbeslag på den andra. Omedelbart måste du titta på diametern på munstycket på den anslutna enheten och vilken typ av gänga som ska vara på kopplingen (intern eller extern). För att inte misstas är det bättre att skriva ner allt på diagrammet - ovanför den gren där denna koppling kommer att installeras.
Vidare beaktas enligt schemat antalet "T" och "L" -formade anslutningar. Tees och hörn köps för dem. Det finns också kors, men de används sällan. Hörnen är förresten inte bara 90 °. Det finns 45 °, 120 ° vardera. Glöm inte kopplingar - det här är beslag för att sammanfoga två rörsektioner. Glöm inte att polypropenrör inte alls är elastiska och inte böjer sig, därför görs varje sväng med beslag.
När du köper material ska du komma överens med säljaren om möjligheten att byta ut eller returnera delar av beslagen. Problem uppstår vanligtvis inte, eftersom även yrkesverksamma inte alltid kan fastställa det exakta utbudet av produkter som krävs. Dessutom är det ibland nödvändigt att ändra strukturen på rörledningen under installationsprocessen, vilket innebär att uppsättningen beslag ändras.
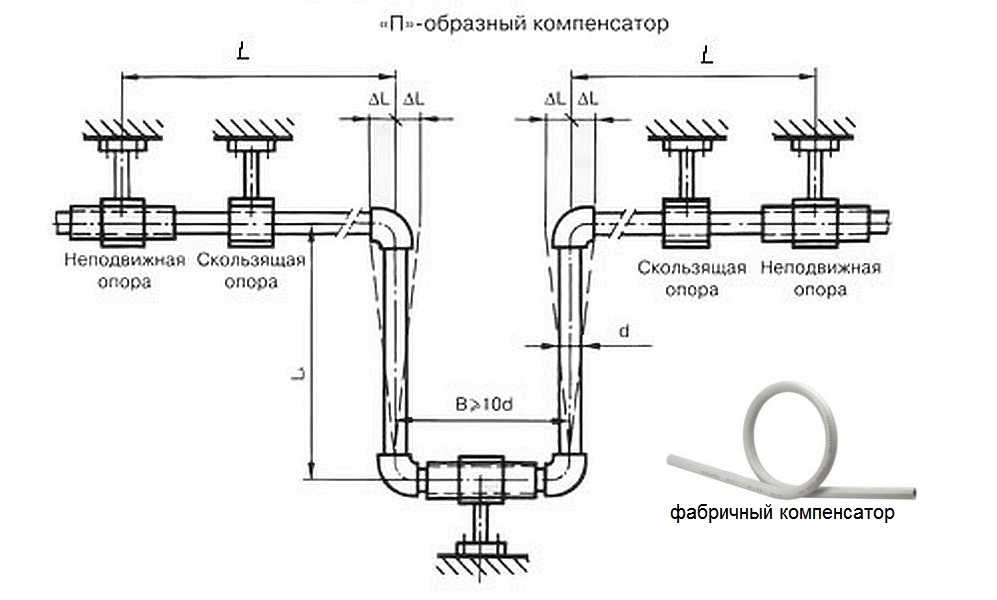
Kompensator för varmvattenförsörjning och uppvärmning av polypropenrör
Polypropylen har en ganska signifikant värmeutvidgningskoefficient. Om ett varmvattenförsörjningssystem eller värmeanläggning av polypropen installeras måste det göras en expansionsfog, med vilken förlängningen eller förkortningen av rörledningen kommer att planeras. Detta kan vara en fabrikstillverkad expansionsfogsslinga eller en expansionsfog monterad enligt schemat från ytbehandlingar och rörbitar (bilden ovan).
Läggningsmetoder
Det finns två sätt att installera polypropylenrör - öppna (längs väggen) och stängda - i spår i väggen eller i ett golv. På väggen eller i spåret är polypropenrör fästa på klämhållarna. De är enkla - för att lägga ett rör, det finns dubbelt - när två grenar löper parallellt. De fästs på ett avstånd av 50-70 cm Röret sätts enkelt in i klämman och hålls på grund av den elastiska kraften.

Fäst polypropenrör på väggar
När det läggs i en golvbeläggning, om det är ett varmt golv, är rören fästa vid armeringsnätet; ingen annan ytterligare fastsättning krävs. Om rörledningarna till elementen är monolitiska, får rören inte fästas. De är styva, deras position ändras inte ens när de är fyllda med kylvätska.

Alternativet för dolda och externa ledningar i en rörledning (bakom badrummet gjordes ledningarna öppna - mindre arbete)
Lödnyanser
Processen med att svetsa polypropenrör i sig, som du såg, lämnar inte mycket arbete, men det finns många finesser. Det är till exempel inte klart hur man monterar sektionerna vid rörfogning så att rören är exakt den längd som krävs.
En annan punkt med svetsning av polypropenrör är lödning på svåråtkomliga platser. Det är inte alltid möjligt att sätta ett rör och en koppling på lödkolven på båda sidor. Till exempel löd vi i hörnet. Lödkolven, du måste sticka den i hörnet, på ena sidan vilar munstycket direkt på väggen, du kan inte dra beslaget över det. I detta fall placeras en andra uppsättning munstycken med samma diameter och beslaget värms upp på den.
Så här löds polypropenrör på en svåråtkomlig plats
Hur man byter från ett järnrör till polypropen.









