Välja elektroder för en svetsomformare
För en nybörjarsvetsare kan valet av en elektrod vara ett problem: det finns mer än två hundra märken med olika egenskaper, syften och egenskaper. Dessutom är cirka 100 märken lämpliga för manuell bågsvetsning med växelriktarmaskiner. Det är omöjligt att berätta om alla, ja, till att börja med är det inte nödvändigt. Låt oss bara kort beskriva huvudtyperna och vilka elektroder för växelriktarsvetsning som passar bäst för nybörjare. Vi kommer också att prata om vilken diameter vi ska ta och vilken ström som ska ställas in för svetsning av metall med olika tjocklekar.
Innehållet i artikeln
Vad är en elektrod och vad är beläggning för
En elektrod är en bit metalltråd belagd med en speciell beläggning. Under svetsningen smälter kärnan från bågtemperaturen. Samtidigt brinner och smälter beläggningen och skapar ett skyddande gasmoln runt svetsområdet - den svetsade poolen. Det blockerar tillgången till syre i luften. Under processen att bränna blandningen förvandlas en del av den till flytande tillstånd och täcker den smälta metallen med ett tunt skikt, vilket också skyddar den från interaktion med syre. Så beläggningen säkerställer en god svetskvalitet.
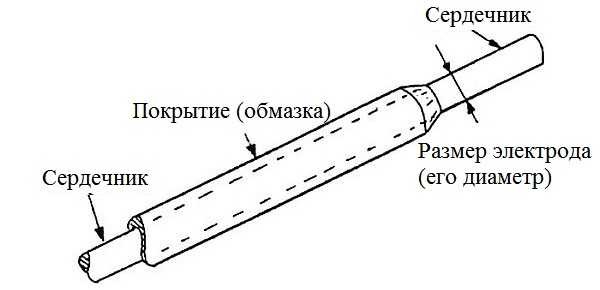
Svetselektroden består av en kärna och en skyddande beläggning
Innan svetsning påbörjas inspekteras eventuell elektrod: beläggningen ska inte ha några flisor. Annars uppnår du inte enhetlig uppvärmning och en söm av hög kvalitet. Var också uppmärksam på elektrodens spets: beläggningens tjocklek bör vara densamma på alla sidor. Då kommer bågen ut i mitten. Annars kommer det att förflyttas. För erfarna svetsare är det inte skrämmande, men för nybörjare kan det skapa konkreta problem.
Det är nödvändigt att övervaka beläggningens fuktinnehåll. Vissa av dem antänds mycket dåligt vid hög luftfuktighet (till exempel SSSI). I samband med sådan "kaprisitet" hos beläggningen måste de lagras på en torr plats och tillhandahålla, om möjligt, hermetisk förpackning. Du kan lägga lådan i en påse och också lägga några påsar salt där, som finns i skokartonger.
Du bör inte köpa våta elektroder: de kan naturligtvis torkas, men deras egenskaper kommer att minska. Om det ändå händer att elektroderna är fuktiga kan de torkas i en vanlig hushållsugn vid låga temperaturer (de anges vanligtvis på förpackningen). Det andra sättet är att placera det i ett torrt, välventilerat rum under lång tid.

Beläggningen (skyddande beläggning) på elektroderna är: basisk, rutil, cellulosa och sur
Typer av beläggning och deras egenskaper
Det finns bara fyra typer av beläggningar:
- Grundläggande.
- Rutil.
- Sur.
- Cellulosa.
Grundläggande (SSSI) och cellulosa beläggningar är endast lämpliga för likströmssvetsning. De kan användas i kritiska sömmar: de skapar en stark, elastisk söm som är motståndskraftig mot stötar.

Det finns mer än 200 märken av elektroder för svetsning, cirka 100 av dem kan användas för manuell bågsvetsning
De andra två (rutil och sur) - kan fungera vid svetsning med växelström och likström. Men den sura beläggningen är mycket giftig: du kan bara arbeta inomhus om arbetsplatsen är utrustad med ett kraftigt drag.
Rutilbeläggning har en grönaktig eller blå nyans, elektroderna är lätta att antända. De tänds bra även om växelriktaren har låg öppen kretsspänning (god strömspänningsegenskap krävs för tillförlitlig tändning av huvudbeläggningen, hur man väljer en svetsmaskin för inverter, läs här.).Vid svetsning med rutilelektroder (MP-3) stänker metallen knappast, men det finns mycket slagg och det är inte lätt att lossna: du måste arbeta med en hammare.
Du kanske är intresserad av hur man svetsar ett lusthus från ett metallrör eller hur man gör ett skjul på en ram från ett rör.
Hur man väljer elektroder för växelriktarsvetsning
Först och främst väljs kärnans sammansättning: den ska likna den typ av metall som svetsas. Konstruktionsstål används oftast i hushåll. Det är från samma tråd som elektroderna ska vara. Ibland måste du fortfarande laga rostfritt stål. Då måste kärnan också vara gjord av rostfritt stål och för höglegerade och värmebeständiga sådana är de gjorda av metall med samma egenskaper.
Du kan utföra allt hushållsarbete eller byggnadsarbete med bara några märken av elektroder:
- MP-3
- SSSI 13/55
- ANO 21
- OK 63.34
De erkänns av många som de bästa nybörjarelektroderna som fungerar med inverter svetsmaskiner: det är lättare att arbeta med dem, samtidigt låter de dig laga högkvalitativa sömmar även i avsaknad av betydande erfarenhet. Nedan följer egenskaperna och de allmänna tillämpningarna av de förbrukningsvaror som många experter anser vara bra elektroder för en växelriktare. I vilket fall som helst rekommenderas de ofta för nybörjade svetsare att få erfarenhet.
Rutilbelagda elektroder MP 3

Försök med ANO 21-elektroder för användning på växelriktaren
De arbetar med både växelström och likström av vilken polaritet som helst. Värmebehandling krävs före svetsning: de kalcineras vid 120 ° C i 40 minuter.
| Diameter, mm | Lägre elektrodposition | Elektrodens vertikala läge | Elektrodposition över huvudet |
|---|---|---|---|
| 2 | strömstyrka 50-90 A. | strömstyrka 50-70 A. | strömstyrka 70-90 A. |
| 2,5 | strömstyrka 60-110 A. | strömstyrka 60-90 A. | strömstyrka 80100 A. |
| 3 | strömstyrka 90-140 A. | strömstyrka 80-100 A. | strömstyrka 100-130 A. |
Elektroder i rostfritt stål OK 63.34
Om du behöver svetsa rostfritt stål, prova OK 63.34. De kan också användas för att koka konstruktionsstål. Detta ger en söm med en grund våg med en smidig övergång till metallens huvudyta. Mängden slagg är liten, slår lätt av.
Det är bra att laga mat med denna elektrod vertikala sömmar i metall 6-8 mm, passerar från topp till botten. Lämplig för svetsning i svets- och varv med flera pass. Fungerar med likström och växelström av vilken polaritet som helst, minsta öppna kretsspänning är 60 V.

Svetselektroder OK 63.34
Du behöver också en mask för svetsning. För att göra det lättare att arbeta, ta kameleont svetsmask.
Hur man väljer elektrodens diameter, hur man ansluter den och vilken som ska ställa in strömstyrkan
Att välja ett elektrodmärke för växelriktaren är inte allt. Även om du har bestämt dig kvarstår minst tre frågor:
- vilken diameter på elektroden som ska användas vid svetsning;
- vilken ström att ställa in;
- till vilken utgång "+" eller "-" för att ansluta elektroden.
Allt i ordning. Låt oss börja med vilken elektroddiameter som behövs för svetsning. I allmänhet rekommenderas att man går ut från tjockleken på metallerna som svetsas: för små tjocklekar tas elektroden med en diameter av samma storlek som metallen. Om du svetsar metall 3 mm tjock, är elektroderna av samma storlek. Om du lagar något tjockare, ta 4 mm därefter. Men det blir svårt för nybörjare att arbeta med stora elektroder. Börja behärska svetsningen med en metalltjocklek på 3-4 mm. För att göra detta, använd elektroder 3 mm, eller som de säger "tre".
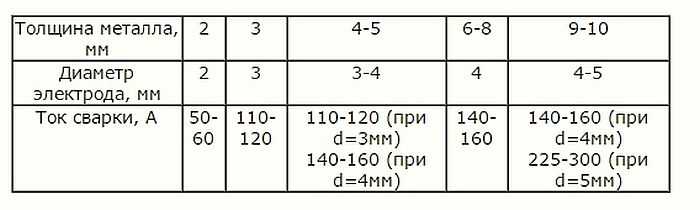
Allmänna rekommendationer för att välja elektrodens diameter beroende på metallens tjocklek
När det gäller vilken utgång för att ansluta elektroderna. Specifikationerna på förpackningen indikerar troligen vilken polaritet elektroden är avsedd för. När du är ansluten tillbaka till den positiva utgången, anslut elektroden till den negativa anslutningen, som är ansluten till delen. Med rak polaritet planteras ett plus på delen, ett minus appliceras på elektroden. Hur det ser ut på en svetsomformare visas på bilden.

Anslutning framåt och bakåt på svetsomformaren
Hur är dessa två anslutningstyper olika? Flödet av elektroner har en annan riktning. Som ni vet rör sig elektroner från "minus" till "plus". Därför, vid svetsning, visar det sig att elementet som är anslutet till "+" värms upp mer. Genom att ändra anslutningslägen kan du styra intensiteten på metalluppvärmningen.
Låt oss överväga flera situationer. Till exempel har du en 3 mm elektrod och 2 mm metall. Om "+" tillämpas på delen kan utbrändhet uppstå. Därför är det i det här fallet bättre att använda omvänd polaritet, där elektroden värms upp mer. Om du vill svetsa 6 mm metall med samma tre är det bättre att göra detta med rak polaritet: på så sätt blir metallens uppvärmning djupare och sömmen blir mer hållbar.
Hur man väljer en svetsinvertermaskin läs här... Kan intressera dig konstruktion av ett staket från wellpapp.
Svetsström
I allmänhet ställs svetsströmmen för växelriktaren in när elektroden installeras beroende på diametern på den använda elektroden. Generellt finns det rekommendationer på varje förpackning, men du kan göra utan dem: för varje millimeter diameter tar de 20-30 ampere ström. Det visar sig vara ett ganska brett intervall, men då måste du fortfarande ta hänsyn till hur du kommer att lägga sömmen: med eller utan separering. För svetsning utan separering ställs nedre strömmar in, med separering - högre.
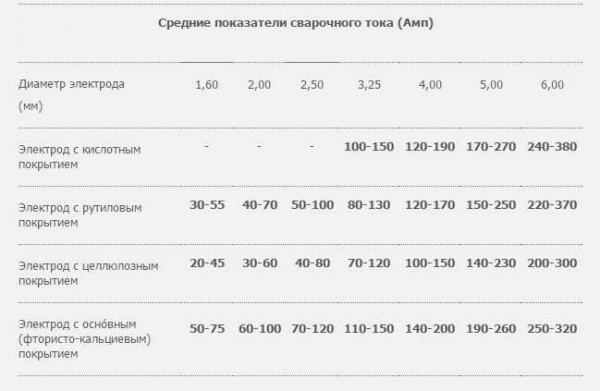
Vilken ström ska kokas med olika elektroder (allmänna rekommendationer, välj exakt empiriskt)
Till exempel, för en elektrod med en diameter av 3 mm, erhålls den beräknade strömmen från 60 A till 90 A. I själva verket arbetar de i området från 30 A till 140 A. Vid svetsning utan avskiljning ställs en ström av storleksordningen 70-90 A in med en avskiljning - 90-120 A. Dessa parametrar kan "gå" i båda riktningarna: det beror också på elektrodspetsens rörelsehastighet, på märket och "flytningen" av det stål som svetsas, på sömens läge (för en vertikal och horisontell söm lägger de lite mindre, för ett tak - ännu mindre).
I allmänhet är även de strömmar som rekommenderas av tillverkaren långt ifrån ett krav. Börja med dem och välj sedan så att det är bekvämt för dig att arbeta och sömmen visar sig vara bra. Du bör ha en högkvalitativ anslutning och du väljer experimentellt förhållandet mellan strömstyrka och rörelsehastighet. Låt dig vägledas av svetsbassängens tillstånd. Hon är din huvudindikator för kvalitet.
Handla om hur man lagar mat med inverter svetsning läs här.

Fel som kan uppstå vid svetsning
Nu vet du inte bara hur man väljer elektroder för växelriktarsvetsning, utan också hur man ansluter dem, vilken diameter de behöver för detta arbete och hur man väljer ström för varje typ av elektrod och söm. Låt oss nu prata lite om elektrodhållarna.
Hållare för elektroder
En av svetskablarna har en hållare (hållare) i vilken svetselektroden sätts in. De är av två typer:
- med en avtryckarknapp kläms elektroden automatiskt in i dem när den fjäderbelastade tangenten släpps, den släpps när den trycks in;
- gängat - handtaget är vridet och vridet, vilket frigör eller klämmer fast den insatta elektrodkärnan.
Vilken är bättre? Det är upp till dig, men genom att av misstag trycka på knappen kan du släppa elektroden under svetsning. Inget hemskt händer med detta, men det är obehagligt ...
När du väljer en elektrodhållare är det viktigaste att vara uppmärksam på den strömstyrka som den är designad för. Välj enligt den maximala parameter som är tillgänglig för din svetsmaskin.
Hur man ansluter kabeln till svetselektrodhållaren med skruvklämma visas i videon.
Nackdelen med klädnypshållaren är att då och då fjädern som pressar elektrodkärnan lossnar, försämras kontakten. Vi måste sätta en ny. Hur man gör detta på en klädnypshållare, se videon.
Det är inte svårt att ansluta elektrodhållaren för svetsning. Det finns bara en försiktighet: vid frekvent arbete är svetskabeln sliten med sin kant. Du kan naturligtvis förkorta kabeln och täta igen den, men du vill inte alltid klippa av ens 10-20 cm.För att förhindra detta ska du hitta en slang vars innerdiameter är densamma eller något mindre än den svetsade kabelns ytterdiameter. Klipp en liten bit av den - 15 centimeter - och skär den på längden. Nu kan den sättas på kabeln, dras upp och fixas där.










Hallå. Välskriven artikel, rakt i steg om olika typer av elektroder. Vilka är mer efterfrågade. Jag vill lägga till från mig själv. Lite grann. För att vara ärlig kokar LEZ MP-3S-elektroder inte dåligt, i olika positioner. Men svetsprocessen är inte mjuk utan snarare av medelhårdhet. Men LEZ ANO-21-elektroderna kokas mjukare, de antänds bättre. Min åsikt är inte som ett proffs utan snarare en självlärd svetsare 🙂 Mina slutsatser är bara en yttre åsikt. Jag lagar mat med en inverter-svetsmaskin Rilon Profi ARC 200 A. Jag rekommenderar svetsningen för nybörjare som bestämmer sig för att börja svetsa 🙂
Enkelt, tillgängligt och från sig själv och inte rippat av någonstans.
Råd.
Lägg till en mening: "Jag gillade det, glöm inte att stänga av annonsblockeraren och klicka på gogle +, etc.".
Sådana webbplatser måste höja betyget, och många lämnar helt enkelt efter att ha läst det.
Bra artikel. För nybörjare räcker det. Omvandlare, mask, elektroder köps. Skrot av onödig metall finns också. Endast elektroderna vi säljer är bara kinesiska. Alla kokar, de klagar inte. Jag väntar på helgen, går till dacha och med hjälp av den här artikeln börjar jag träna.
Jag läste många olika artiklar. Detta är ett av de sällsynta innehållen. Tack till författaren.
Jag har en Fubag IQ 200. Elektroderna hittades av "Resanta" MR-3 3 mm.
Jag är nybörjare.